

以下是钢材【槽钢】多种优势放心选择的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:钢材【槽钢】多种优势放心选择的图文介绍

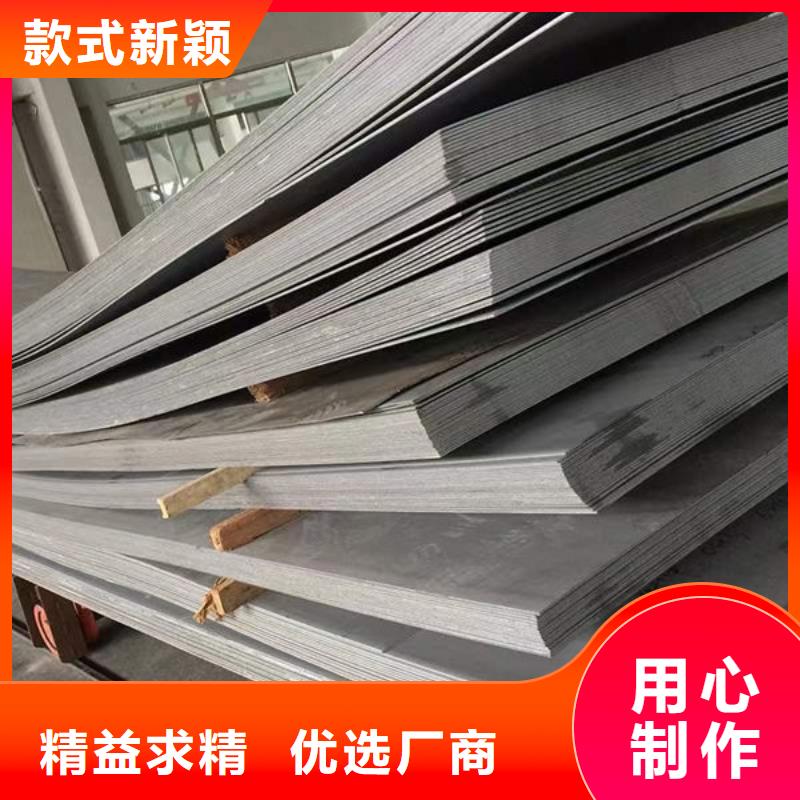
平凉崆峒自古以来在国内享有“【钢板】之乡”之美誉。具有历史悠久,技术先进,管理完善,生产发达的【钢板】行业。我们的【钢板】产品则发展了这一优势,在积累了多年设计、制造的基础上,采用了新结构,新技术,新工艺和优质的【钢板】材料,角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料(崆峒区分公司)的【钢板】产品具有设计合理,价格优惠的特点。



螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了钢材焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。



钢材进一步扩展就会成为疲劳裂纹,从而使零件疲劳强度下降。切削后表面层的硬化程度取决于金属在切削过程中强化、弱化和相变作用的综合结果。当切削过程中强烈变形起主导作用时,已表面就产生硬化;而当切削温度起主导作用时,往往引起工件表层硬度降低和相变。在中增大变形和摩擦都将加剧硬化现象,而较高的温度、较低的工件材料熔点则会减轻冷作硬化作用。残余应力对零件使用性能的影响残余应力是指在没有外力作用情况下零件内部为保持平衡而存留的应力。有混匀料场时,原的接受、储存环节放在料场进行,有时筛分熔剂、的准备环节也放在料场进行。是否设置热矿筛,应根据具体情况或试验结果、经比较技术经济指标后确定。机上冷却工艺不包括热矿破碎和热矿筛分环节。窑头罩是连接窑热端与流程中下道工序(如冷却机〉的中间体。燃烧器及燃烧所需空气经过窑头罩入窑。窑头罩内砌有耐火材料,在固定的窑头罩与回转的筒体之间有密封装置,称为窑头密封。窑尾罩是连接窑冷端与物料预设备以及烟气设备的中间体,其内砌有耐火材料。


螺旋钢管的主要技术特点:1.成形过程中,钢板均匀变形,残余应力小,表面无划痕。加工后的螺旋钢管在直径和壁厚范围内具有更大的灵活性,特别是在生产高钢级厚壁管,特别是中小直径厚壁管时,它具有其他流程无法比拟的优势,可以满足用户的需求。对螺旋钢材规格有更多要求。2.先进的双面埋弧焊技术能实现位置的焊接,不易出现边缘误差、焊接偏差、焊接缺陷等问题,便于焊接质量的控制。3.为了使钢管生产全过程得到有效检测和监控对钢管进行百分百的质量检验,有效保证了产品质量。4.整个生产线的所有设备都具有与计算机数据采集系统联网的功能,以实现数据的实时传输,生产过程中的技术参数由中央控制室控制。5.原料是盘管、导线和熔剂。进入前必须经过严格的物理和化学检验。6.剥去钢头尾对接接头,采用单丝或双丝埋弧焊,卷成钢管钢材后,自动进行埋弧焊修复焊接。7.成形前,将带钢调平,修整,刨平,表面清洁,运输和预弯曲。8.用电接触压力计控制输送机两侧的压力,以确保钢带的顺利运输。

